Informacje techniczne AudentalUltraSLMProszek
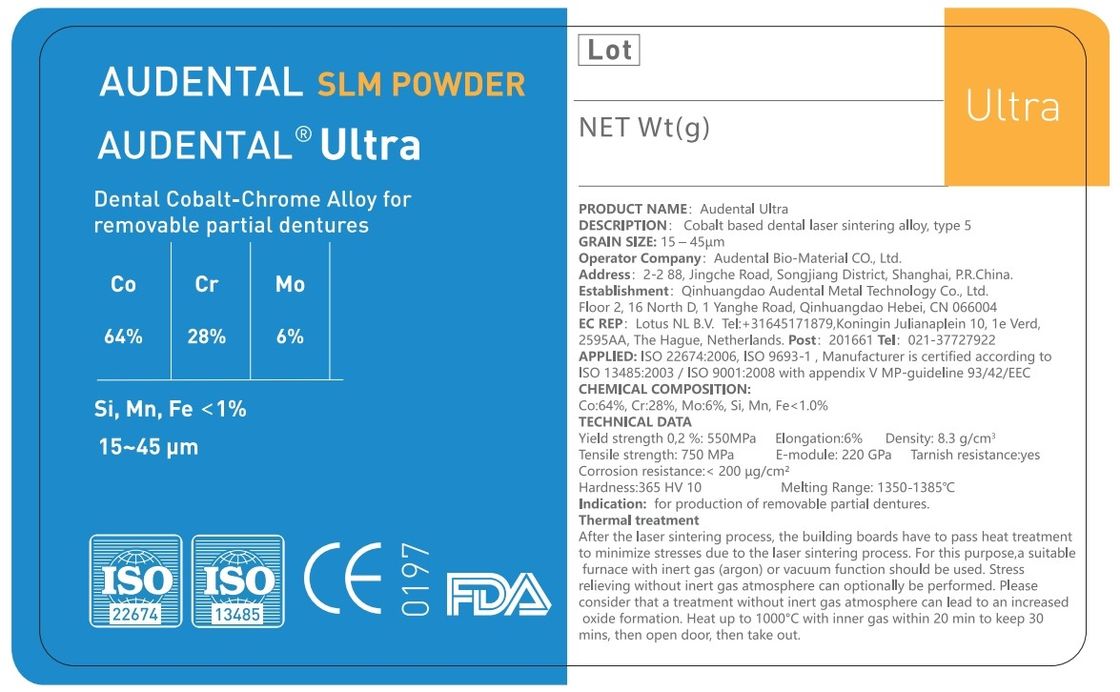
Nazwa produktu:Audental Ultra
Opis: Stopy do sinteringu laserowym do medycyny stomatologicznej na bazie kobaltu, typ 5
KOLEKCJA zboża: 15 45 μm
Producent:QHD Audental Advanced Material CO., Ltd.
Adres:2F, North D, BD 16, 1 Yanghe Road, Development Area, QHD, China.
Poczta:066004Tel.+86-335-8691917
Wymaganie:
Co: 64%, Cr: 28%, Mo: 6%, Si, Mn, Fe < 1,0%
DANIA TEKNICZNE
Wytrzymałość wydajności 0,2 %: 550 MPa
Wyciąganie: 7 %
Gęstość: 8,55 g/cm3
Wytrzymałość na rozciąganie: 980 MPa
Moduł E: 200 GPa
Odporność na zabarwienie: tak
Odporność na korozję: < 200 μg/cm2
Twardość: 320 HV 10
Wskazówki: korony i mosty, nadbudowy i pręty oparte na implantach.
Warunki przechowywania: Przechowywać w szczelnych pojemnikach i suszyć
Instrukcja stosowania Audental Ultra SLMProszek
Przeznaczone zastosowanie
Audental Ultrajest stopem na bazie kobaltu przeznaczonym do produkcji wymiennych częściowych protez do odbudowy w laserowej spiekalni. Należy zapoznać się z instrukcjami obsługi producenta systemu.Proszek jest wyrobem medycznym klasy IIa zgodnie z regułą 8 załącznika IX do MDD 93/42/EWGSkład odpowiada materiałowi dentystycznemu type 5 CoCr zgodnie z ISO 22674.
CAD
Stworzyć górną zdejmowalną częściową protezę o grubości minimalnej 0,7 mm. W przypadku mniejszych złączy użyć średnicy 1,2 x 1,8 mm. W przypadku prętów podjęzycznych dolnej częściowej protezyzaleca się średnicę 4 x 2 mm. dbać o odpowiednią grubość materiału na zaciskach.
Obróbka termiczna
Po procesie spiekania laserowego deski budowlane muszą przejść obróbkę cieplną w celu zminimalizowania naprężeń wynikających z procesu spiekania laserowego.należy użyć odpowiedniego pieca z gazem obojętnym (argonem) lub funkcją próżni;. Uwolnienie od naprężenia bez atmosfery gazu obojętnego może być opcjonalnie wykonywane.Ogrzewanie do 1000°C z wewnętrznym gazem w ciągu 45 minut, aby utrzymać 30 minut, następnie wyjąć i pozwolić na chłodzenie w powietrzu otoczenia.
Usunięcie części z płyty budowy
Usunięcie elementów z platformy: po usunięciu obciążenia i ochłodzeniu platformy, usunięcie części z platformy budowlanej za pomocą piły taśmowej, noży lub szynki.Usunąć pozostałości z oparć za pomocą kleszcze.
Przygotowanie przed falaringiem ceramicznym
Ramy mogą być opracowywane za pomocą standardowych cięć węglowodorów, szukać płynnych przejść i unikać nakładania materiału.Zaleca się, aby ramy były piaskowane tlenem tlenu aluminium 125 μm i 3-4 bar, aby dokładnie usunąć obecną warstwę tlenu.W przypadku stosowania ceramicznego wiązacza należy uwzględnić instrukcję użycia producenta.
Przeciwwskazania i działania niepożądane
Jeżeli podczas procesu produkcyjnego przestrzegane są instrukcje, niezgodności z stopami dentystycznymi niecennego gatunku są niezwykle rzadkie.,ze względów bezpieczeństwa stop nie może być stosowany. W wyjątkowych przypadkach zgłoszono lokalne podrażnienia wywołane elektrochemicznie.mogą wystąpić efekty galwaniczne.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!